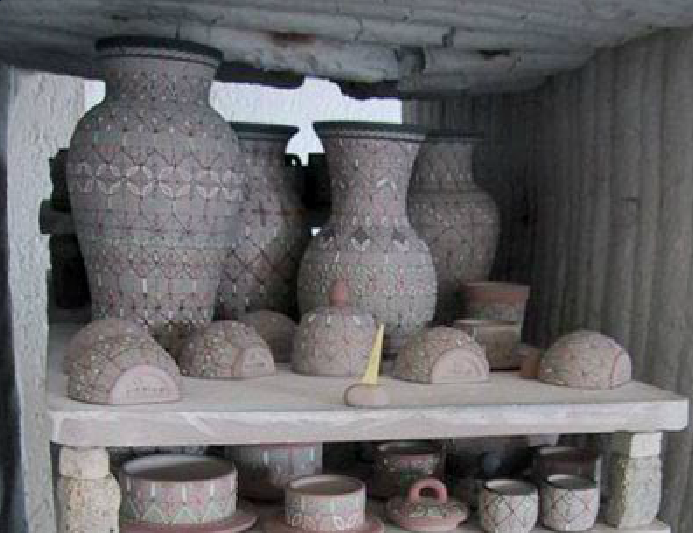
The dough is kneaded with the snail technique to eliminate air bubbles, then it goes to the lathe in which round pieces are made, from miniatures to large pieces such as vases or tibores, which are left to dry until they acquire the hardness of leather for later give them the final finish in the return, where excess paste is removed and edges are rectified, handles, knobs, etc. are glued.